坦克发动机缸套超声珩磨系统
发布日期:2010-02-22 09:16:50 来源: www.nbhaigong.com.cn 点击量:
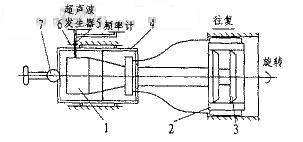
加工坦克发动机缸套的最后一道工序——珩磨工序的质量和精度要求较高,其中要求内孔尺寸精度IT6级,内孔圆度0.015mm,平行度0.03mm(由上道工序保证),表面粗糙度Ra0.05µm。采用传统珩磨工艺加工时,产品质量不稳定,难以达到精度要求。为解决这一问题,笔者研制了直径f150mm的超声珩磨系统样机,采用该珩磨机样机的缸套试件可满足加工技术要求。 1、样机结构原理 本样机是根据兵总616厂的生产要求立项预研的。样机的超声珩磨系统结构见图。系统由超声波发生器、频率计、超声珩磨装置等组成。超声珩磨装置由声振系统(换能器、变幅杆、工具声振系统)、珩磨头部、涨芯部、动力传递部、碳刷、浮动连接部、机壳部等组成,其工作原理是由超声波发生器将50Hz交流电转换为超声频的电振荡,由换能器将超声频的电振荡转换为超声频的机械振动。由于该机械振动振幅较小,仅为4µm左右,不能直接用于机械加工,因此需要通过变幅杆将振幅放大,并将振动传给声振子系统,由声振子系统带动其上的油石产生纵向振动,从而实现在普通珩磨基础上附加超声振动的超声振动珩磨加工。
1.声振系统 2.珩磨头部 3.涨芯部 4.动力传递部 5.碳刷 6.机壳 7.浮动连接部 2、参数的优选 通过珩磨试验,对样机的超声珩磨系统所用油石条参数和工艺参数进行优选。试验用缸套材料为38CrMnA,渗氮淬火硬度>80HRA,缸套尺寸为φ150×277mm。 1) 粗珩 对7种油石条进行了粗珩试验,油石条参数见表1。 表1 粗珩油石条参数
优选油石条参数:参数序号2(国产油石条,JR、120#、Q、100%)的粗珩效果较好,优于其它参数,但油石条需采用烧结方式,工艺较复杂;参数序号7(进口油石条,TL+JR、120#、组合配方)为超软的大气孔油石条,珩磨效果尚可。 优选工艺参数:主运动速度v1=20m/min;往复运动速度v2=15m/min。 2) 精珩 分别选用6种油石条进行精珩试验,油石条参数见表2。 表2 精珩油石条参数
优选油石条参数:参数序号2(JR、W20、S、75%)加工性能最佳;参数序号5(CBN、W20、S、75%)也能达到Ra0.05µm以下的表面粗糙度值,但加工效率较低。 优选工艺参数:主运动速度v1=50m/min;往复运动速度v2=23m/min。 油石连接方式采用高性能胶粘剂粘接,方法简便快捷。 3、样机性能试验 将超声珩磨系统样机安装于M4215立式珩磨机上,经过约一年半时间的珩磨性能试验,最长连续工作时间超过8小时。试验证明,样机运行稳定,工作可靠,使用方便,完全可以满足坦克发动机缸套珩磨的要求。可达到技术指标:尺寸公差稳定控制在0.025mm以内(IT6级即?150+0.025),表面粗糙度稳定控制在Ra0.05µm以下。 珩磨后工件的表面粗糙度实际检测结果为:定位端(厚端)Ra=0.0213µm;距定位端100mm处Ra=0.021µm;薄壁端(薄端)Ra=0.0412µm。 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||